MG7125高精度磨床电气控制电路图解
MG7125高精度磨床主电路由380V电源供电,控制电路由220V供电。主电源接通后,风冷电动机M4和轴承润滑电动机M5首先投入工作,为磨头电动机M2工作做好准备。磨头电动机工作后,冷却液压泵电动机M3立即起动。磨头具有快速升降控制,工作台具有横向进给的快慢控制和限位控制,工作台的电磁吸盘有充磁和退磁控制等。主电路见下图一。
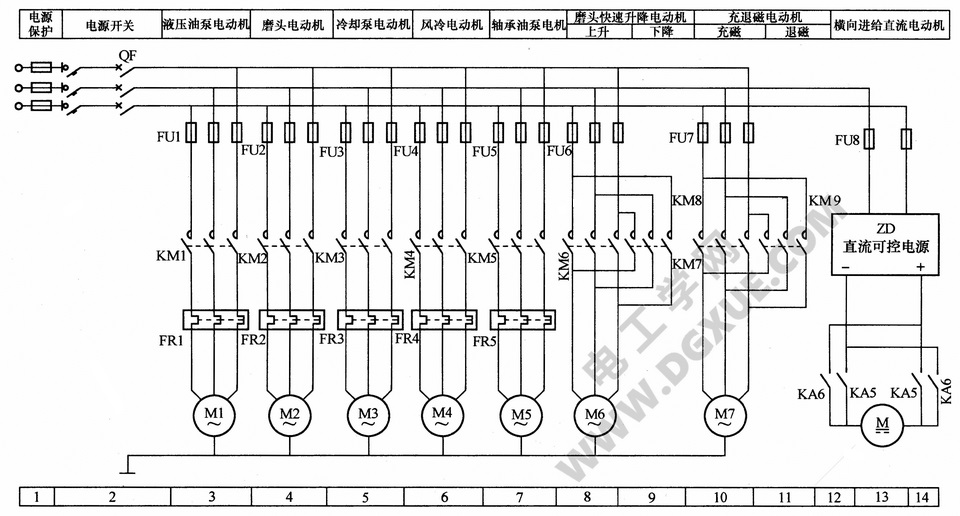
MG7125高精度磨床主电路,点击图片看大图
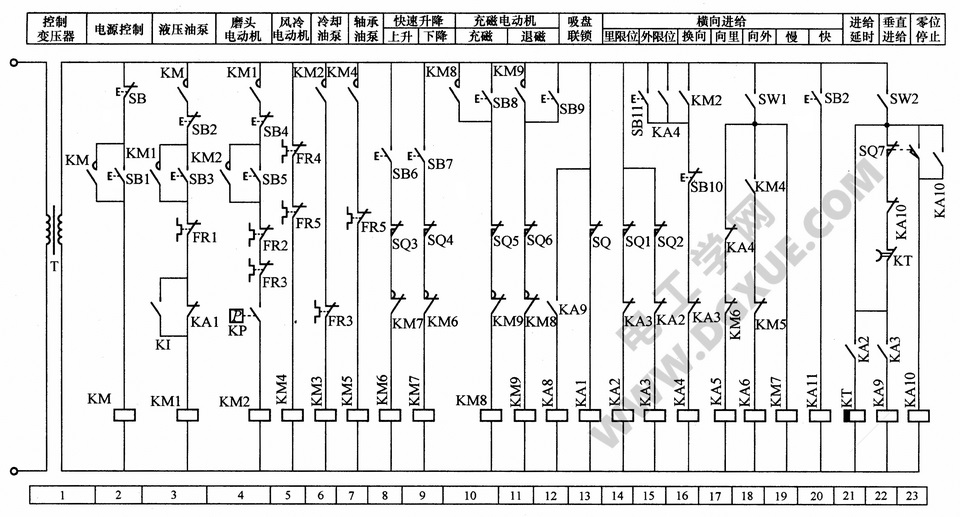
MG7125高精度磨床控制电路,点击图片看大图
将电源总开关QF合上,三相380V电源供给主电路,控制电路由T提供220V的电源。控制电路如上图二所示,电源接通后,风冷M4首先得电转动,同时轴承润滑油泵电动机M5得电运转。按下电源起动按钮SB1,接触器KM吸合并自锁,为整个系统正常工作运行做好准备。
按下起动按钮SB3,液压泵电动机M1运转。当液压系统压力达到工作要求后,压力继电器KP常开触点闭合,为磨头电动机M2工作提供条件。按下起动按钮SB5,磨头电动机M2得电转动,可进行磨削加工。磨头电动机工作的同时,KM2常开触点将冷却泵系统电动机M3起动,为磨削加工提供冷却液。磨头具有快速升降控制,电动机M6为磨头升降电动机。需要快速上升时,按下点动按钮SB6,M6正转,磨头上升;需下降时,按下点动按钮SB7,M6反转,磨头下降。磨头的上升和下降都设有限位保护,SQ3为上升限位开关,SQ4为下降限位开关。
使用电磁工作台时,合上开关SW1,为工作台的运行控制提供条件,同时,联动机构压动开关SQ使其闭合,继电器KA1得电动作,为电磁吸盘充电做好准备。
电磁吸盘的充磁过程:按下充磁按钮SB8,接触器KM8得电吸合并自锁,电动机M7经过减速器带动充磁装置的触点转动,到充磁停止位置时压下限位开关SQ5,电动机M7停转,充磁工作结束。当充磁工作台接通有磁时,电流KA动作,表示电磁工作台有磁,系统可以工作。
退磁过程:按下退磁按钮SB9,接触器KM9得电吸合并自锁,电动机M7反转并经减速器带动退磁装置的触点转动,一面降低电压,一面转换接通电磁工作台线圈的电流方向来实现工作台的退磁;转动到退磁位置时,压下限位开关SQ6,M7断电停止,退磁工作结束。
工作台的横向进给是由直流可控电源ZD驱动M来完成的。当需要工作台横向进给时,应先合上横向进给开关SW1,使进给控制电路处于工作状态。
通电前工作台停在外面,应压动外限位开关SQ1,继电器KA2不能得电,而KA3得电。KA3常闭触点断开,使KA4不能得电。这样就必使KA5得电,它的常开触点使直流电动机接正电压正向转动,驱动工作台向里进给。当进给到里极限位置时,压动里限位开关SQ2,使KA3断电,同时KA4得电,将KA5断开,KA6接通。KA6的常开触点将直流M接反压反转,驱动工作台向外进给。当外进给到极限时,会压动限位开关SQ1,使KA2断电而使电动机M停止。
另外,工作台横向进给有快慢两种选择需要快进时,按下按钮SB12,继电器KA11得电,它的触点会使直流电源输出电压变高,直流电动机M转速加快,使工作台快进;不接SB12,工作台就会慢速进给。
 鄂网公安备 42112502000017号
鄂网公安备 42112502000017号